Summary
Inspection of the Royal Hudson boiler was conducted on April 17 and 18, 2000 to assess condition and integrity of the boiler and repairs accomplished thereto. Nine patches were noted in the firebox, condition of which is generally poor. Water sides of tubes exhibit serious widespread oxidation corrosion. Parts of the shell that were accessible were in generally good condition with the exception of the exterior wrapper which was corroded where fiberglass lagging (insulation) allowed water to stand for extended periods, probably during out of service periods.
Non-destructive test reports and other documentation were reviewed and shop personnel were interviewed.
Analysis by HSECo was requested to address the following objectives:
Operation of steam locomotives in today’s industrial environment is not beyond the scope of the average worker. Steam locomotive parts are actually "repaired" and operating crews are actually a component of the machine. This differs from the current maintenance philosophies of "parts change-out" and on/off operation (where even the sanders are operated by anti-slip devices.) To successfully (defined as reliably and at minimum cost) operate a mainline steam program, all parties from the CEO down to the shop and engine crews must have understanding of the philosophies of steam locomotive technology, which is not lost, just rare.
Firebox
Rear Tube Sheet, Combustion Chamber and Combustion Chamber Throat Sheet
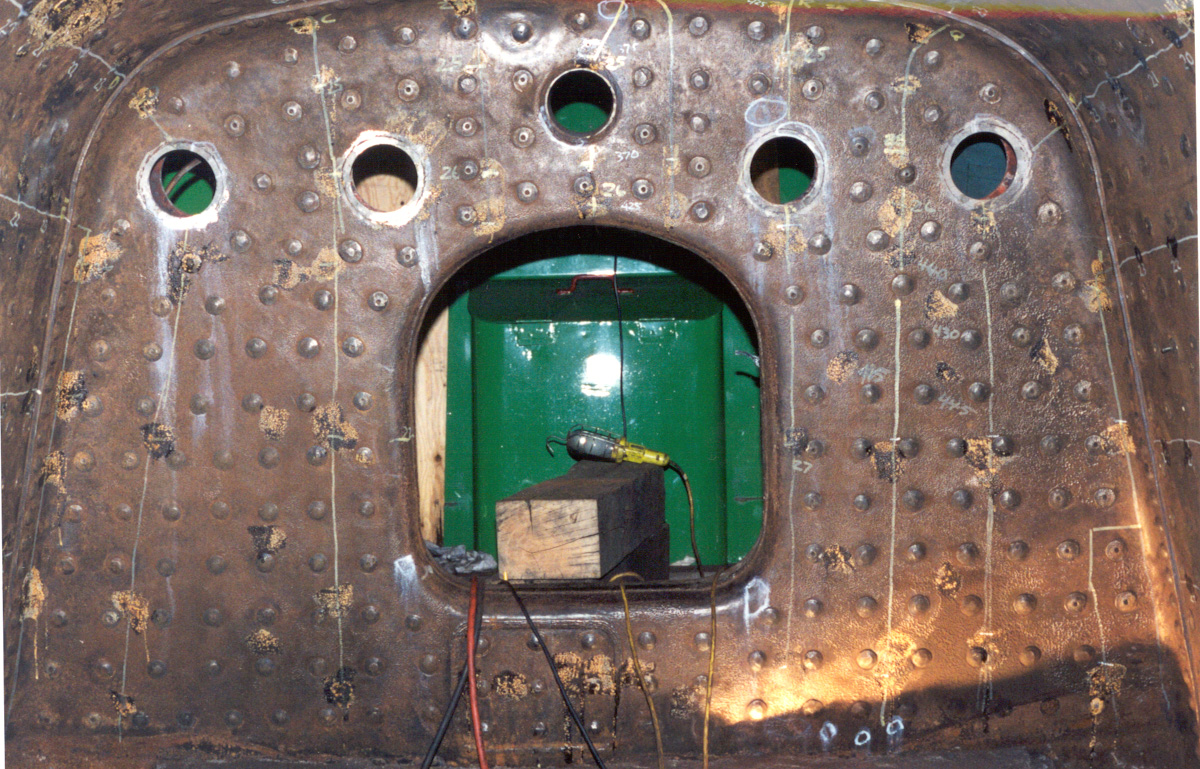
Firebox Door Sheet
Firebox Useful Life
Steam locomotives used in regular service during the steam era, were typically under pressure 24 hours per day. The exceptions being a monthly boiler wash and repair periods. Steam locomotive service now is typically seasonal and with few exceptions locomotives are not utilized at their full power output potential. Historically, the useful life of a firebox depended on the fuel. Coal burning locomotive fireboxes were completely replaced about every 30 years with the exception of the side sheets in the region of the grate line which had a life span of about 5 years. The side sheets would fail due to "star cracking"(radial thermal fatigue cracks from the staybolts due to hot/cold air exposure). Oil burning locomotive fireboxes had a shorter lifespan by about half (15 years). Fireboxes were replaced due to an inordinate amount of staybolt breakage and leaking about the staybolts and caulking joints also due to thermal fatigue. This significant difference in useful life is accounted for by the ability to force fire an oil burner and near instantaneously change from low to high fire rates. Coal burners require several minutes to ramp up and down from low to high firing rates.
Three Patches Can Be Seen On the Fireman’s Side Sheet
Firebox Creep and Corrosion
Significant portions of the Royal Hudson firebox are nickel steel plates dating from original boiler construction in 1940. This includes the crown sheet and combustion chamber sheet. Since the Royal Hudson was built in 1940 and operated in regular service until 1955, the locomotive was probably overdue for a new firebox. The Canadian Pacific RR had installed seven patches in the firebox in 15 years and BCRail has installed two during 25 operating seasons.
BCRail shop crew reports severe thread corrosion found when replacing staybolts in existing firebox sheets, usually requiring weld buildup before rethreading the hole. The firebox sheets exhibit significant quilting (or corrugation). Quilting is a form of metallurgical creep. The steel plate between staybolts is no longer flat as when new, but is extended toward the fireside from the restraint of the staybolts and retains this position even when cold and unpressurized. This puts the staybolt hole in tension, pulling the sheet threads away from the staybolt threads and causing stress corrosion decay and waterside cracking in the firebox side sheet.

Quilting Indication of Metallurgical Creep Accentuated by External
Corrosion On and Around This Combustion Chamber Patch
Magnetic Particle Inspection Results
– Black circles and ellipsis indicate cracks in firebox sheets.As indicated, there are nine patches in the firebox. It even appears that on the left (fireman’s) side of the firebox, either adjacent patches were installed (by CPR) at different times or partial replacement was made of an existing patch. Wet magnetic particle testing of the firebox sheets commissioned by BCRail indicates widespread cracking around staybolt holes in original (1940) sheets. Fireside cracks in the combustion chamber throat and through cracks were found in the lower rear tubesheet knuckle. None of the cracks singularly constitute a safety hazard. Concomitantly, however, the cracking indicates general degradation of the pressure vessel integrity and lowers the level of gross distortion necessary before catastrophic failure occurs. An example would be if the crown sheet became uncovered by water during operation, it may take 4 minutes of overheating new sheets before sheets pull off the staybolts, whereas the degraded firebox sheets may allow only 2 minutes for the situation to be corrected before failure.
Water side inspection of the firebox showed minor oxidation corrosion around the crownsheet staybolts. Minimal water side mineral scale build up was noted.

Rear Tube Sheet Knuckle Patch (CPR Installed) Clad Welded
and Ground Smooth In 1999 - Repair Shows Moderate Pitting
(with less than one full season of service)
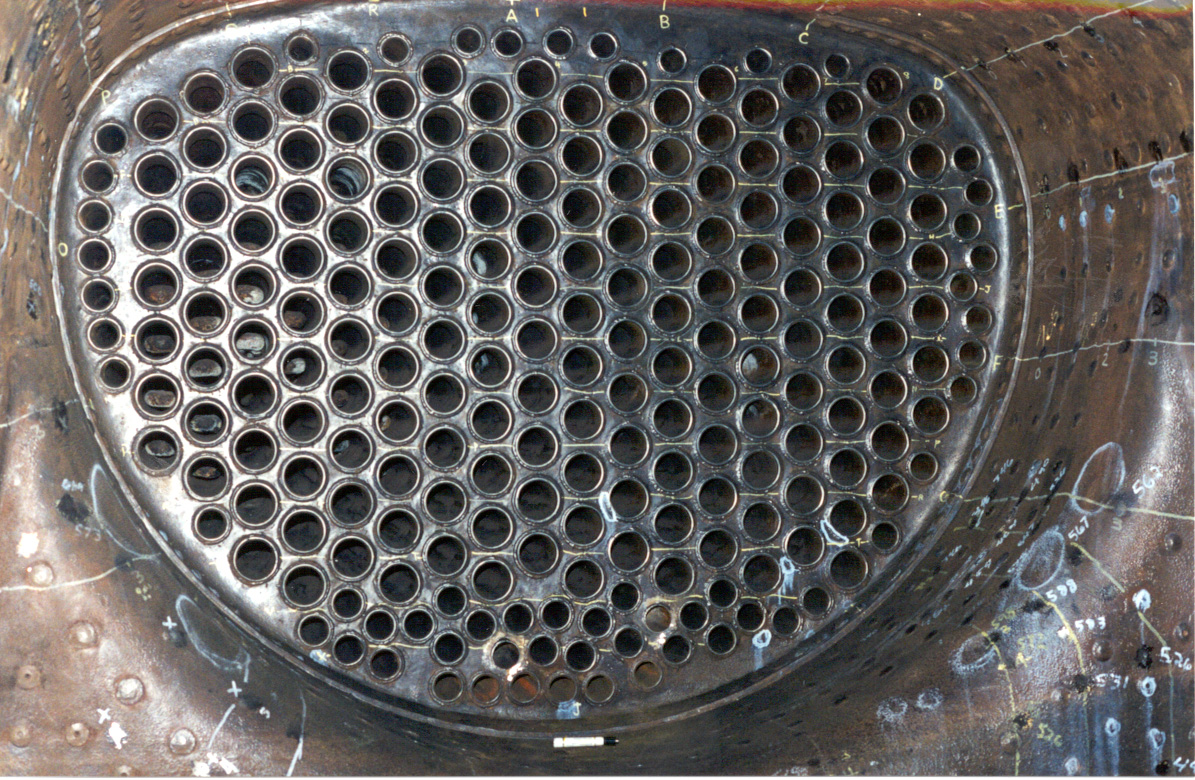
Tube and Flues
Oxygen Cell Corrosion Blister
Corrosion on the waterside of firetube boilers is seen as black blisters on the waterside of tubes. This is oxygen cell corrosion. In the presence of oxygenated water, once the corrosion has started, the pit begins to act as an anode to the surrounding metal surface area acting as cathode. As the surface area of the pit grows larger, the electrical potential increases thereby accelerating the corrosion rate.
Tube and Flues (continued)
Non destructive remote field eddy current testing on 85 boiler tubes (37% of total) indicated median maximum corrosion depth of approximately 50% of the tube wall thicknesses. Three tubes indicated over 70% corrosion depth. As shown in the photographs, basic oxygen cell corrosion is rampant on the tube waterside surfaces. A singular tube collapse causing unrestrained boiler water release through both the smokebox and firebox tubesheets is a possible failure mode. Multiple simultaneous tube failure, as occurred recently on a US steam locomotive, is not possible, as the corrosion types are not identical. Catastrophic boiler failure due to tube collapse is not a physical possibility. A pinhole leak ¼" wide caused by the oxygen blister shown in the photo, would, however, release enough water into the combustion areas as to require the locomotive to be removed from service. The tube would require plugging or replacement before continued service. Corrosion of the tubes is so widespread and deep that continued service before total replacement would not be prudent or wise due to safety and operational reliability considerations.

Widespread Oxygen Blisters Can Be Seen On All Tubes and Flues
Corrosion Is Active Indicating Current Water Treatment Is Inadequate
Remote Field Eddy Current Test Results
Verify Extent of Oxygen Cell Corrosion
Water Treatment Program
The oxygen cell corrosion as noted is currently in an active state, indicating the current water treatment program is not adequately treating for free oxygen in the boiler feedwater. BCRail shop forces indicated problems began when treatment protocol had to be changed due to the supplier going out of business. Several other protocols have been tried over the last several years and three proposals for new treatment programs were reviewed as part of this inspection. All three proposals failed to address the feedwater requirements peculiar to steam locomotive operation.
Almost without exception in all of North America, chemical companies have boiler treatment programs designed for use where a significant portion of the feedwater has been cycled through the industrial plant system and is returned to the feedwater supply tank as condensate. Typically, 50% to 98% of the steam from the boiler is returned as condensate. This condensate is basically distilled water with no mineral content and minimal oxygen content. Thus, only new water has to be treated. In steam locomotive operation 100% of the steam is used and the feedwater is all raw and untreated.
A successful water treatment program treats for mineral content and free oxygen content of the raw water. Compounding the ability to achieve a successful water treatment program are the operational characteristics of steam locomotives regarding steam demand. Most industrial plants operate under steady state conditions with more or less constant steam demand. Locomotive steam demand varies by grade, load, speed, valve motion cutoff, etc. Consequently, several philosophies of water treatment are unsuited for locomotive use. A polymer treatment with continuous surface blowoff is an example. Nevertheless, chemical companies tend to try to "sell what they know" (a canned program) and actually are unqualified to assess the unique steam locomotive requirements.
Analysis of the tests conducted on the scale samples indicate the major components of the scale to be oxides of iron and silica. Very little mineral scale build up was noted on the waterside surfaces. The shop crew indicated North Vancouver and Squamish water are supplied from the same lake source. Surface water tends to be high in dissolved oxygen and low in mineral content. Foaming is a problem when the locomotives are used further north several times a year where the water is supplied from a ground source.
Operating Procedures
Steam locomotives are unique machines. For all practical purposes they are a self-contained power plant. Currently, in a stationary power plant, the boiler and machinery are now electronically controlled. In a steam locomotive cab, the engineer and fireman together must use visual, auditory and even touch input to instantaneously change throttle position, valve cut-off, fuel flow, blower and atomizer pressures to achieve proper power output of the locomotive. If the engineer and fireman are not properly trained to work as a team, thermal and mechanical abuse of the boiler and machinery are inevitable.
Temperature of the fire in the firebox averages 2700 degrees F.
The mean firebox and tube wall temperatures at high firing rates will be about 700 degrees F while the exterior shell of the boiler will be no greater than the temperature of saturated steam at 275 psi or 450 degrees F. It is this 250 to 300 degree temperature difference between the shell and firebox/tubes that generates the forces that induce the cracking (almost always thermal fatigue) that results in required repairs. By definition, fatigue is the repeated application and removal of stress. Thermal fatigue therefore is cyclical stress application due to repeated changes in temperature. It is not high firing rates that damage boilers but rather rapid changes in firing rates which causes rapid and uneven expansion and contraction of the firebox sheets and tubes. For the Royal Hudson, at high firing rates assuming a 250 degree F difference in temperature above the shell temperature, the firebox sheets and tubes want to expand about 7/16" more than the shell. Since all these parts are riveted together, free expansion is not possible and is translated into compressive stresses in the tubes, flexure of the firebox sheets and tube sheets causing induced fluctuating tensile stresses. If an engineer slips the drivers or a fireman loses the fire, each exhaust during the episode counts for a cold draft of air through the boiler generating a thermal fatigue cycle.For the engineer, matching the speed, throttle position and cut-off are accomplished by the sound of the exhaust for most efficient running. For the fireman, proper atomizer, blower and fuel settings to match the engineer’s adjustments mentioned above, are achieved by visually monitoring smoke color, flame noise and vibration and flame color. Experience and teamwork are essential engine crew factors in prolonging boiler life. I personally have witnessed an unusual event where a locomotive with only three months of daily service on a set of new tubes (beaded but not sealwelded) came to the shop at days end with about 50 leaking tubes. An all night boilermaker session made the engine tight for the next day’s service. Three days later, again the same boiler came in with massive tubesheet leakage. That night I personally sealwelded all the tubes for next day service. Investigation revealed the common denominator in both events was an usual pairing of "weekend warrior" engineer and fireman. Both crew members averaged only 2-4 days per month in service and always with other more experienced crew members. The two days of massive tube leakage coincided with the unique pairing of these two people on the same engine on the same day.
Conclusions
The heat transfer surfaces of the boiler (tubes and firebox sheets) are currently not in compliance with design factor of safety thickness requirements. Complete firebox and tube replacement is necessary before continued use. Condition of the firebox sheets can only be attributed to design useful life being used up in service.
It should be taken into account in the decision making process as to total firebox replacement, that the boiler shell is currently 60 years old and most importantly was constructed using nickel alloy steel. Nickel alloy steel was an engineering innovation used in the 1930’s until WWII. During the 1940’s premature cracking of the nickel steel boiler shells became an industry wide problem.
Before commitment is made to installing a new firebox in a 60 year old shell, research should be conducted regarding the use of nickel steel and most importantly, very thorough inspection of the existing boiler shell for metallurgical defects. A firebox replacement entails about 70% of the work (and therefore the price) of constructing a new boiler. Should the shell not be expected to provide at least 25 years of useful life, serious consideration should be given to complete boiler replacement.
2. Tube Corrosion
Tube corrosion is attributable to free oxygen in the boiler feedwater due to non-effective boiler water treatment. No problems due to boiler water chemistry occurred until the regular supplier went out of business about four years ago. Lack of a knowledgible source in the locomotive boiler feedwater chemical treatment industry is a continent wide problem. Lack of proper water treatment was a factor in the infamous UP #844 tube failure at RAILFAIR ’99.
3. Boiler Water Treatment Program
HSECo has collaborated with Midland Chemical Co. of Kansas to provide a two phase treatment program particularly for locomotive use. Midland has modified its traditional mineral coagulation program by adding state-of-the-art polymers to coalesce free mineral ions which settle to the mudring for elimination by way of the blowdown valves. Oxygen is treated by a catalyzed hydrazine product which scavenges free oxygen without adding solids to the boiler water. The hydrazine is not released until the temperature exceeds 275 degrees F., rendering it safe for handling at ambient conditions. Contacts have been provided to BCRail, with recommendations to contact Midland directly to implement this treatment program.
4. Recommended Maintenance and Operating Procedures
Maximum useful boiler life can only be obtained by religious enforcement of a program of well-documented maintenance and operating procedures. Both programs must be given equal gravity, beginning at the corporate level.